
SOLIDWORKS Plastics İçerisinde Yüzey Çöküntüleri
Gerçek bir kalıplanmış bileşendeki büzülme, kalıptaki gerçek çöküntülerle gözlemlenir. Plastiğin kalıba enjekte edilip paketlendikten sonra, soğutma süreci sırasında plastik malzeme…
Gerçek bir kalıplanmış bileşendeki büzülme, kalıptaki gerçek çöküntülerle gözlemlenir. Plastiğin kalıba enjekte edilip paketlendikten sonra, soğutma süreci sırasında plastik malzeme…
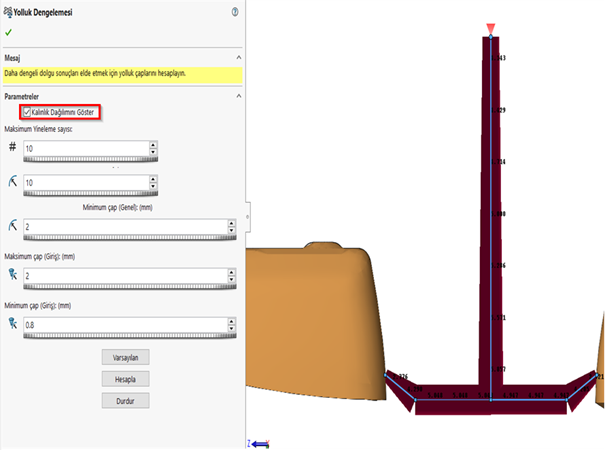
Solidworks Yolluk Dengeleme çözücü, farklı boyuttaki parçalardan oluşan bir “aile kalıbı” aynı anda doldurulacak şekilde değişken kanal çaplarını hesaplamak için…
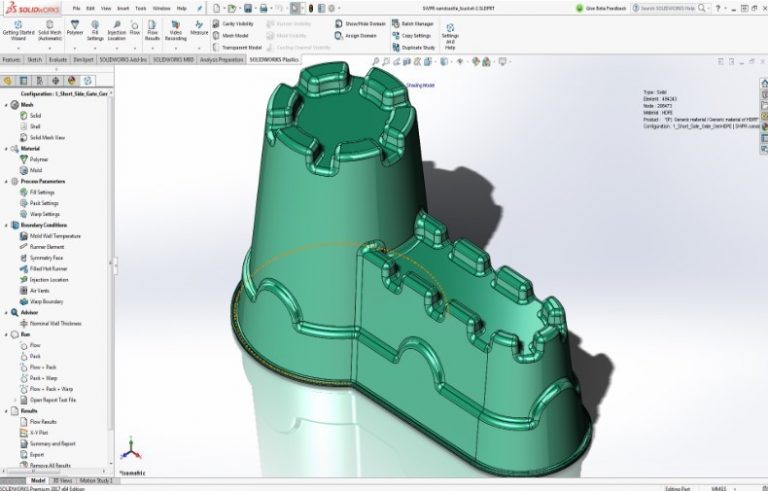
SOLIDWORKS PLASTICS SAHİLE İNDİ Yaz döneminde sahillerde bolca gördüğümüz ve çocukların oynadıkları kovaları, bir makine mühendisi olarak doğru şekilde…

Plastik Enjeksiyon parçaları yüzeylerinde sıklıkla çöküntü veya aşınmalarla karşılaşabilirsiniz. Bu izler oldukça küçük olmasına rağmen dikkat çekici birşekilde bakıldığında parça…
Enjeksiyonu gerçekleştirilmiş olan kalıp parçalarını kalıptan ayırmadan önce sıcaklıklarının düşmesi beklenir ve böylelikle parça hızlı soğuma eğrisinden uzaklaştırılarak mevcut şeklini…
Plastikler bugün her türde karşımıza çıkan ürünler olmaktadır. Elektronik cihazların, beyaz eşyaların, giysilerin, inşaat malzemelerinin, döşemelerin, hatta medikal ürünlerin yapılarında…
SolidWorks Plastics ile telefon kılıfınızı kendiniz tasarlayabilirsiniz. Nasıl yapacağınızı öğrenmek için tıklayın: