👤Yrd. Doç. Dr. İsmail TEMİZ, Marmara Üniversitesi Teknoloji Fakültesi Mekatronik Mühendisliği / Gazi DEĞDAŞ ([email protected]) , Onur SOYDAN ([email protected]), Halil GÜVEN – Marmara Üniversitesi Teknik Eğitim Fakültesi Mekatronik Bölümü
Hayatımızın her alanında bilgi işlem teknolojisi hızla gelişmektedir. Bilgi işlem teknolojisinin gelişmesi özellikle imalat endüstrisinde önemli değişikliklere sebep olmuştur. Bu değişimlere paralel olarak üniversal imalat tezgâhları yerini bilgisayar kontrollü tezgâhlara bırakmıştır.
Bu çalışmada, Üç eksenli masa tipi CNC freze tezgâhı tasarım ve imalatı için gerekli tasarım parametreleri belirlenmiştir. Bu parametreler çerçevesinde tezgâhın tasarımı ve imalatı için gerekli olan statik ve dinamik hesaplamalar yapılmıştır. Yapılan hesaplamalar doğrultusunda üç boyutlu bir çizim programında çizimi yapılmıştır. Çizimi ve tasarımı yapılan üç eksenli masa tipi CNC freze tezgâhı metal parçaları endüstride bulunan talaşlı üretim tezgâhlarında işlenmiştir. Tezgâhın eksen sistemindeki hareketleri iletecek ve yönlendirecek yataklama sistemleri hazır olarak satın alınmıştır. Mekanik parçaların montajı yapılarak sistem hazır hale getirilmiştir. Tezgâhın eksenlerinin tahrik sistemi step motorlarla sağlanmıştır. Üç eksenli masa tipi CNC freze tezgâhının elektronik kontrolü bir kontroller kartı yardımıyla yapılmıştır.
CNC Tezgahlarının Tarihi Gelişimleri
Sayısal Kontrol (Numerical Control-NC), II. Dünya savaşı sırasında, karmaşık ve daha doğru parça üretiminin sağlanabilmesi artan ihtiyaca cevap verebilmek için talaşlı imalat sektörü de hızla gelişmiştir. 1952 yılında ilk olarak üç eksenli bir makine (Cincinnati Hydrotel Milling Machine) geliştirilmiştir. Dijital kontrollü bu tezgâh ve teknolojisi NC olarak adlandırıldı. İlk gözlenen avantajları, karmaşık parçaların daha doğru imali ve kısa üretim zamanları idi. İlk NC kontrolörü için 1950 ‘lerde vakum tüpler kullanıldı. Bunlar oldukça büyük parçalardı. 1960 ‘larda elektroniğinde gelişmesiyle dijital kontrollü transistörler kullanıldı. Üçüncü gelişme olarak ta; NC kontrolörü olarak entegre devre çipleri kullanılmaya başlanıldı. Bunlar ucuz, güvenilir ve küçük elemanlardı. En önemli gelişme; kontrol üniteleri yerine bilgisayarın kullanılması oldu (1970 ‘lerde). Böylelikle CNC (Computer Numerical Control) ve DNC (Direct Numerical Control) sistemleri ortaya çıktı. CNC, basit NC fonksiyonlarını sağlayabilen, parça programlarını yorumlanmasını ve girdilerinin yapılması için bünyesinde bilgisayar sistemi bulunduran mekanik bir sistemdir. CNC’ yi ayrıca bünyesinde programları saklayabilen, dışardan veri aktarımı yapılabilen bir takım tezgâhı olarak da adlandırabiliriz.
CNC Tezgahların Çalışma Eksenleri
Bilinildiği gibi CNC tezgahlarında hareket üç eksende oluşmaktadır.
1.1.1 Normal Yük Altında Yatay Hareket
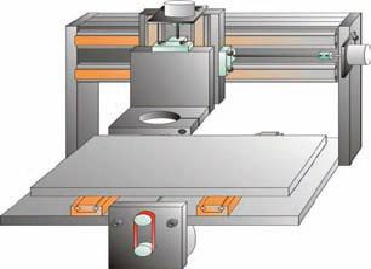
Tezgâh sistemlerinde en çok X ve Y eksenlerinde kullanılmaktadır. Bu tip yataklama sistemlerinde yük arabalara eşit olarak dağılmaktadır.
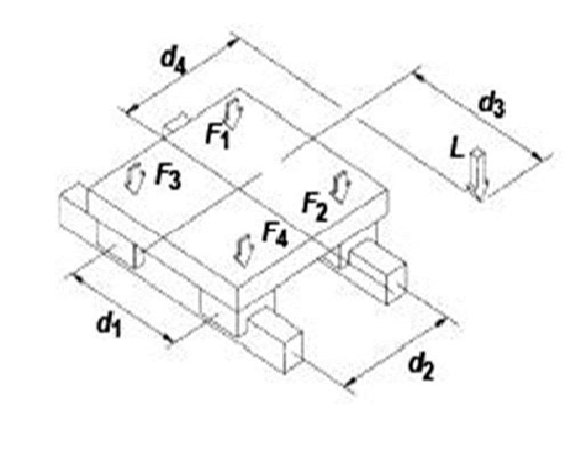
Şekil 1.1 Normal Yük Altında Yataklama Uygulaması
1.1.2 Yan Yük Altında Yatay Hareket
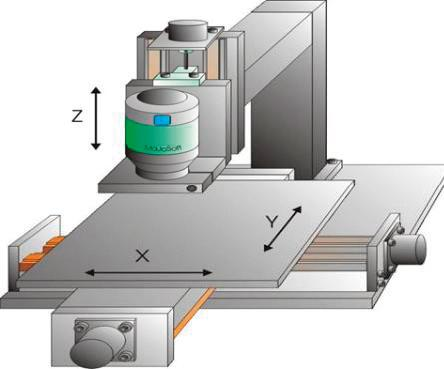
Y ve Z eksen sistemlerinin yaltaklanmasında kullanılan bir yataklama biçimidir.
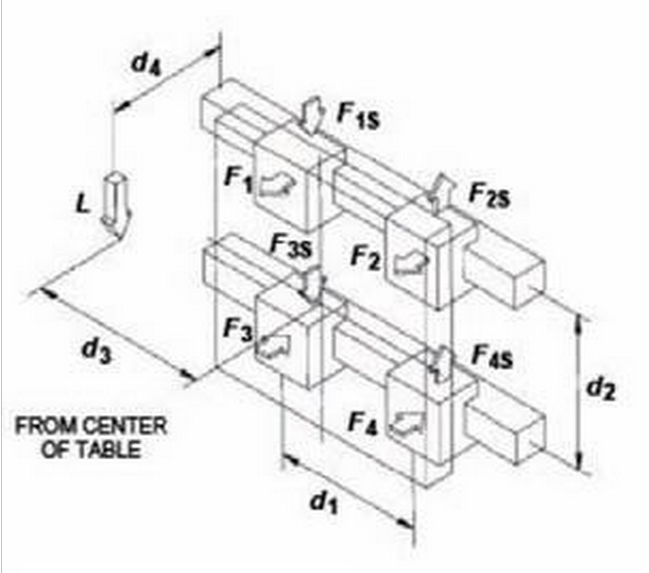
Şekil 1.2 Yan Yük Altında Yataklama Uygulaması
1.1.3 Dik Yük Altında Dikey Hareket
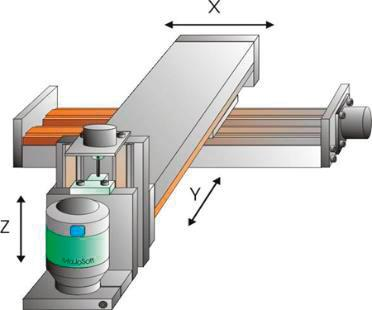
Z eksen sisteminin yaltaklanmasında tercih edilen bir sistemdir.
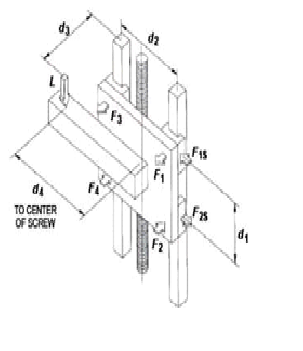
Şekil 1.3 Dik Yük Altında Yataklama Uygulaması
Bu üç (X,Y,Z)ekseninin imalatı yapılan CNC tezgahında gösterimi ise aşağıdaki şekildedir.
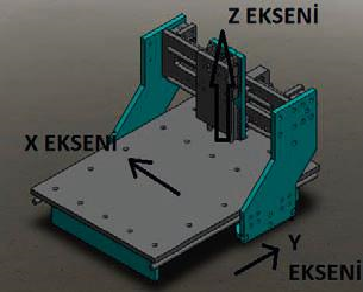
Şekil 1.4. üç (X,Y,Z)ekseninin imalatı yapılan CNC tezgahı
1.2 CNC Tezgahın Yapısı
Makine Gövdesi Tezgâh tipine göre, tezgâh gövdeleri birbirinden oldukça farklıdır. Ancak bir genelleştirme yapılırsa tezgâhların gövdesi, banko ve kolonlardan meydana gelir. Banko, tezgâhın bulunduğu zemine göre yatay; kolon, bu zemine göre dikey vaziyette bulunan gövde kısmıdır. Tezgâh gövdeleri; yüksek rijitliğe ve kütleleri azaltmak için hafif konstrüksiyona sahip olmaları; başka bir deyişle rijitlik / kütle oranı yüksek olması gerekir. Tezgâhların rijitliği, tasarım sırasında günümüzde geliştirilmiş bir hesap yöntemi olan, sonlu elemanlar yöntemi ile kontrol edilir.
1.2.1. Farklı Konstrüksiyondaki CNC Freze Tezgâhı
1.2.1.1. Köprü Tipi CNC Freze Konstrüksiyon
Şekil 1.5 de görülen makine konstrüksiyonu ilk olarak makine yapacaklar için basit ve sağlam bir yapıya sahiptir. Bu konstrüksiyon tasarımında X ekseni Z ekseni aynı sütun üzerinde hareket etmekte ve Y ekseni bu iki eksenden bağımsız hareket etmektedir. Bu nedenle yüksek mukavemetli parçaların işlenmesine elverişli bir tasarımdır. Fakat işlenecek olan iş parçası ebatları tabla ebatları ile sınırlı olduğundan büyük parçaların, ahşap plakaların, işlenmesine pek elverişli değildir.
Şekil 1.5 Köprü tipi CNC
1.2.1.2. Üniversal Freze Tipi CNC Freze Tasarımı
Şekil 1.6 de görülen makine konstrüksiyonu şu anda endüstriyel alanda kullanılan CNC’ler ile yaklaşık olarak aynı yapıya sahiptir. X ve Y eksenleri aynı yapı üzerinde Z ekseni ise bağımsız olarak hareket etmektedir. Bu tür konstrüksiyonların imalatı kolay değildir. Yüksek maliyet ve işçilik gerekmektedir. Bu yüzden küçük tip tezgâh yapımında bu tür konstrüksiyonla yer verilmemektedir.
Şekil 1.6 Üç eksenli üniversal tip CNC tasarım
1.2.1.3. Üç Eksenli Tek Gövdeden Hareket Sistemli CNC Freze
Konstrüksiyonu Şekil 1.7 de görülen tasarım ilk defa böyle bir makine yapacaklar için oldukça karmaşık bir yapıya sahiptir. Çünkü kesici takım, üç eksende birden hareket edebilme kabiliyetine sahiptir. Bu yüzden tezgâhın gövdesinin rijit ve dayanıklı olması gerekmektedir.
Şekil 1.7 Üç eksenli CNC tasarım
2.CNC Freze Tezgahının Yapımı ve Hesaplaması
Montaj resmi Şekil 2.1’de görülen üç eksenli masa tipi CNC freze tezgâhının hareket iletiminde doğrusal yataklar, vidalı bilyalı miller kullanıldı. Tahrik motoru olarak tüm eksenler için step motor seçildi. Kesici motor olarak spindle motor tercih edildi. Böylece X,Y,Z eksenlerindeki kesme kuvvetleri hesaplandı, daha sonra kesici motor seçildi. Diğer hesaplarda da X,Y,Z ekseni için gerekli doğrusal rulman, bilyalı vidalı mil, step motor tipleri ve boyutları belirlendi.

Şekil 2.1 Üç eksenli masa tipi CNC freze tezgâhı
2.1. CNC Tezgahının Elektronik Kontrol Sistemi
Masaüstü CNC freze tezgâhının kontrolü için, Şekil 2.2 te görülen elektronik kontrol ünitesinde, paralel port çıkışlı bir kontroller ve sisteme gerekli olan enerjiyi sağlamak için 1 adet güç kaynağı kullanılmıştır. TB6550AQ kontroller, CNC ara yüz programı bilgisayar yardımıyla yapılmıştır. Programında çeşitli yöntemlerle çizilen iş parçalarının resmi, G kodlarına dönüştürülerek, seri port yardımıyla kontrollere gönderir. Bu G kodlarını yorumlayan kontroller, step motor sürücülerini programda verilen değerler kadar hareket ettirerek iş parçasının işlenmesini sağlamaktadır.
2.2. Masa Tipi CNC Freze Tezgâhında Kullanılan Ara Yüz Programı
Makinemizin otomasyonu bilgisayar destekli olacak şekilde standart haberleşme protokolleri kullanılarak yapılmıştır. Bilgisayar destekli tasarım programında çizilen model, takım yolu oluşturma programları ile derlendikten sonra G ve M kodu çıktısını makine kontrol programına aktarılır. Bu kodları dünyada kabul edilmiş bir CNC programlama dilidir. ISO standartlarına göre standartlaştırılmıştır. Makine kontrol programı ise bu kodları yorumlayarak mikroişlemcilerden oluşan step motor sürücü devresine paralel veya seri porttan adım ve yön bilgilerini göndererek çalışmaktadır. Makine bilgisayardan aldığı bilgiler doğrultusunda milimetrik olarak hareket eder ve bu hareket sıralı bir kod listesinden oluşmaktadır. Sıralı kod listesi tamamen işlendiği zaman tasarım programımızdaki tasarladığımız ürünün katı modeli üretilmiş olur böylece sanal ortamda tasarlanan bir ürünün prototipi olarak üretilmiş olur.
Kaynak:http://www.makinatek.com.tr/
![]()

verdiğiniz bilgilerden dolayı teşekkür ederim gerçekten çok faydalı