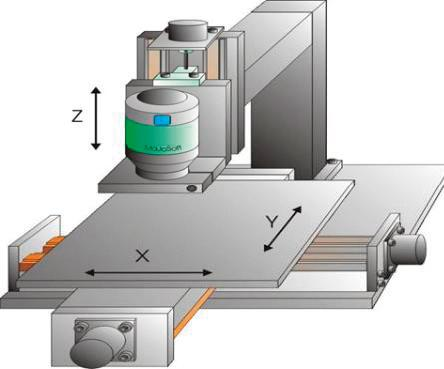
Frezeleme Prosesinde Mükemmel Sonuç
Hassas geometri ile ayna gibi yüzeylerHassas işleme ile ulaşılan kalite seviyesi günümüzde tecrübeli kullanıcıları bile etkilemektedir. Çoğunlukla yakalanan kalite aşındırma,…
Hassas geometri ile ayna gibi yüzeylerHassas işleme ile ulaşılan kalite seviyesi günümüzde tecrübeli kullanıcıları bile etkilemektedir. Çoğunlukla yakalanan kalite aşındırma,…
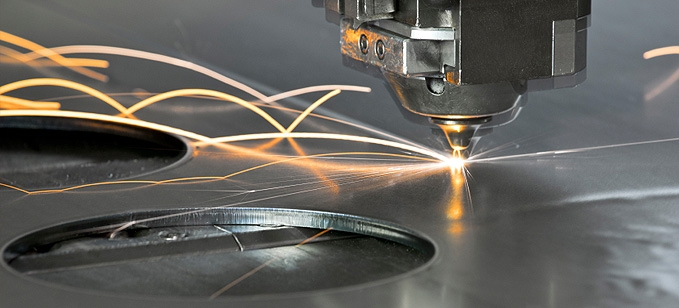
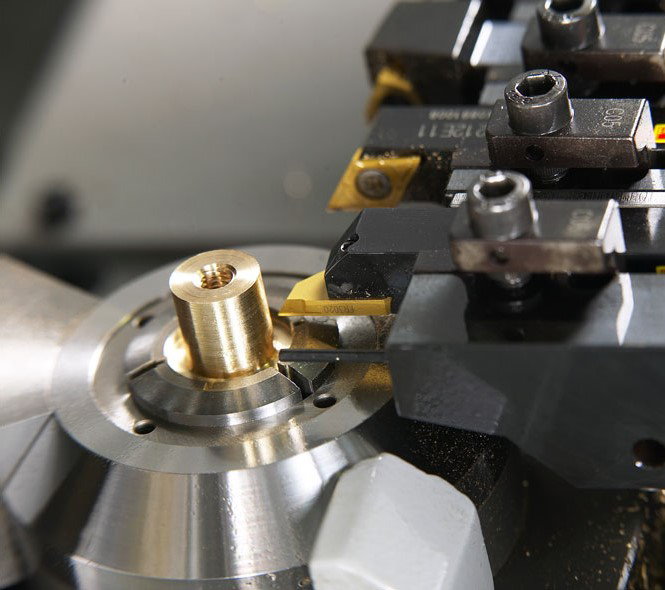
İmalat yöntemleri, malzemenin işlenmesi (talaşlı imalat) ya da malzemenin oluşturulması (talaşsız imalat) ile üretilmesi ayrımı gözetilerek iki ana grupta incelenir.…
👤Yrd. Doç. Dr. İsmail TEMİZ, Marmara Üniversitesi Teknoloji Fakültesi Mekatronik Mühendisliği / Gazi DEĞDAŞ ([email protected]) , Onur SOYDAN ([email protected]), Halil…