Farklı tip delik döngülerinde farklı G kodları ve döngü içerisinde farklı parametreler kullanılır. Bunlardan bazıları ve sık kullanılanlar şunlardır.
G98/G99: Delik döngüsü bitiminde takımın tekrardan başlangıç noktasına mı veya retract geri çekilme mesafesine mi geleceğini belirtir. Döngü başında veya döngüyle aynı satırda kullanılabilir.

Z: Z ekseninde takımın ne kadar mesafe delik deleceğini belirten parametredir.
R: Takım yolu parametre yaparken verdiğimiz geri çekilme mesafesidir. hyperMILL içerisinde takım yolu parametreleri sayfasından Retract distance kısmına girdiğimiz değer post çıktısında bunu verir.
Q: Gagalama mesafesidir. Verdiğimiz değer kadar deler ve sonrasında takım geri çıkar verdiğimiz derinlik (Z) mesafesine ulaşana kadar bu böyle devam eder. hyperMILL içerisinde Pecking depth kısmından bu değeri değiştirebiliriz.
P: Bekleme süresidir. Verdiğimiz değer kadar saniye olarak deliğin dibinde bekler ve geri çıkar. hyperMILL içerisinde Dwell Time kısmından değiştirebilir aktif veya pasif edebiliriz.
G98 G82 Z-10 .R4. P3000 F50.
G82- Simple Drilling (Standart Delik Delme)
Bu delik çevriminde matkap sade bir şekilde deliğe girer verilen Z mesafesine kadar deler ve geri çıkar.
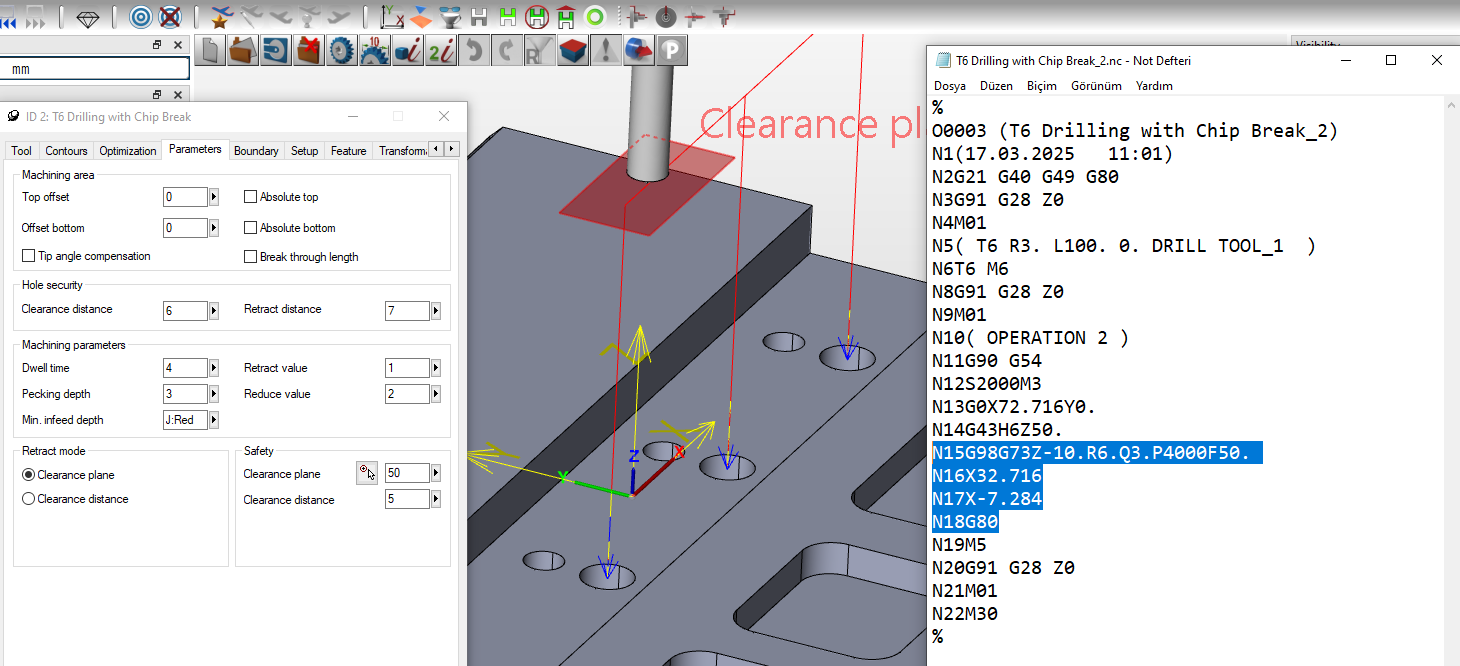 G98 G73 Z-10. R6. Q3. P4000 F50.
G98 G73 Z-10. R6. Q3. P4000 F50.
G73- Drilling With Chip Break (Talaş Kırmayla Delme)
Delik operasyonunda Drilling With Chip Break tipindeki operasyonda düz delik delmeden farkı gagalama mesafesi kadar deldikten sonra geri çekilmesi için referans aldığı nokta matkabın uç kısmıdır.
G98 G83 Z-10. R6. Q3. P4000 F50.
G83- Drilling with Pecking(Gagalamayla Delme)
G73 delik çevrimiyle aynı mantıkta çalışır aralarındaki tek fark geri çekilmesi için referans aldığı yer parça yüzeyidir.
G95/G94
M29 S150
G98 G84 Z-10. R4. Q2. F1.5 / F225
G84- Tapping (Kılavuz çekme)
Kılavuz döngüsü G84 komutu ile başlatılır bunun öncesinde kullanılması gereken bazı kodlar vardır.
G94 mm/dakika : G94 komutunu kullanırsak kılavuz çekerken F ilerleme değerinin devir*adım olarak yazmamız gerekir.
G95 mm/adım : G95 komutunu kullanırsak kılavuz döngüsündeki ilerleme değerini adım olarak yazmamız gerekir.
M29 : Rigit tapping özelliğini açar. Tutucusuz kılavuz çekme özelliğini açar.